New Release Of Mil-Std-883 Visual Inspection Criteria
September 20, 2016
Non-Hermetic Packaging For Military And Aerospace
September 22, 2016Hermetic vs “Near Hermetic” Packaging A Technical Review
Abstract: Hermetic cavity packages have long been the standard for military and space applications. On one hand the hermeticity specs are getting tighter, on the other hand the question that is now being posed is; Do I need to be hermetic? “Near Hermetic” or “non-hermetic” packages hold the promise of reliability at a greatly reduced cost…or do they?
Webinar: Near Hermetic Packaging Concepts For Military And Medical Devices In-Plant TrainingWhat Is Hermeticity?
The dictionary definition of the term “hermetic” means a seal that is gas tight or impervious to gas flow. In the context of microelectronics it implies an airtight seal that will keep moisture and other harmful gases from penetrating the sealed package. Metals, ceramics and glasses are the materials used to form the hermetic seal and prevent water vapor from accessing components inside the package. A properly made hermetic seal with a sufficiently low leak rate can keep a package dry and moisture free for many years. Learn more by reading our Hermeticity FAQ.
Mil-STD-883 Test Method 1014 (REF 1) is the universally accepted test designed to determine the effectiveness or hermeticity of the seal. There are several techniques for testing hermeticity, but the most common method is to measure the rate at which helium escapes from a package that has been pressurized or backfilled with helium (the tracer gas). This measured helium leak rate is then correlated with an “air” leak rate via the Howl and Mann equation, which is the basis for the flexible method. The hermeticity spec and the basis of TM 1014 is based on a maximum “air” leak rate for a given package volume. The exact definition of hermetic is defined in TM 1014 para. 3.1.1.2.1, which lists the failure criteria for a given package volume in terms of an air equivalent leak rate. When a cavity sealed microelectronic package passes both gross and fine leak test per TM 1014 the part is deemed “hermetic”. When it fails it’s known as a “leaker”. Download a Practical Guide to TM 1014.
Polymeric materials such as silicones and epoxies do not provide a hermetic seal and cannot be used to improve or fix a hermetic seal. Cavity packages made from polymers (e.g. LCP) or molded/potted microelectronics are known in the industry as “near-hermetic” or “non- hermetic”. These two similar terms are used interchangeably in this document. A “near” or “non” hermetic configuration provide enhanced resistance to moisture entry into a package, but they are not hermetic as defined by the military specs.
A Reason to Seal
If liquid droplets form on the surface of an IC or other active devices sensitive to moisture, then corrosion or other electrochemical reactions may occur and degrade the performance of the device and lead to failure. Moisture droplets can form as the package is cooled below the dew point. This surface water (H2O) combines with any available surface ionic contamination, particularly sodium (Na) or chlorine (Cl), and along with a bias will chemically attack and corrode exposed aluminum metal at the wirebond pad. The conductor metallization beneath defects, such as, cracks or pinholes in device passivation, or thin film resistor networks are also susceptible to this type of failure mechanism. Three monolayers of moisture on the surface is all that is needed to sustain surface conduction and facilitate electrochemical reactions (REF 2).
Other problems caused by moisture inside a package include: electrical leakage across pins, damage to the doped layers on a silicon chip if there are pinholes in the surface passivation, arcing in a high voltage device, fogging of optical components, and “stiction” of moving parts in MEMS component. Moisture related problems over the years have been well chronicled in technical journals and discussed at length at conferences such as the International Reliability Physics Symposium (IRPS) and a series of workshops conducted by National Institute of Standards and Technology (NIST). In addition, every year since the early 1980s the Minnowbrook conference is held in upstate NY at the town of Blue Mountain Lake to discuss hermeticity and the associated problems with moisture in a package. Contact the author for more information on the Minnowbrook Conference.
History and Background “The Hermeticity Paradigm”
Microelectronic components used in military, space and Class III implanted medical devices, such as pacemakers, have historically demanded the highest possible levels of quality and reliability especially in life-critical applications. Since the late 1960’s cavity style microelectronic packages intended for use in these systems required a “hermetic” seal. Most military and space systems are designed to last 10-20 years and therefore a “leaky” package represents an unacceptable reliability risk.
Early semiconductor devices and thin film resistor networks were very prone to moisture related failures. Several major military programs experienced system level failures due to moisture related problems at the component level. Small resistors made from nickel and chromium, NiCr thin film resistors, were particularly sensitive and would practically vaporize before your very eyes in a high moisture environment.
HIGH MOISTURE = SYSTEM FAILURE (circa 1972)
As a result organizations, like Rome Air Development Center (RADC) spearheaded efforts to develop test techniques to measure air leak rates and the corresponding build up of moisture in the package (REF 3). The theory was, and is, to keep the moisture content within the package sufficiently low enough to avoid condensation of water droplets onto the surface of the device. The intended temp range for most military systems is -55 to 125 C. So even a relatively dry package, say 8000 PPM (parts per million) water vapor will form dew inside the package at 5° C, see chart below. These moisture droplets on the surface of the device, along with ionic contamination can lead to component failure with catastrophic results at the system level, or in life critical applications such as Class III medical implant failures.
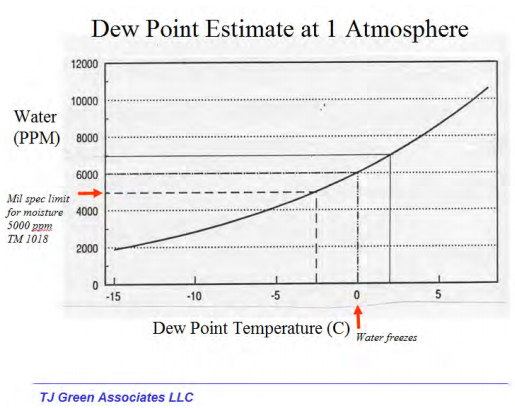
As a result in the late 1960’s the first iteration of Mil-STD-883 Test Method 1014 (Seal) was released. The proposed hermeticity test was required, and still is today, on a 100% basis for every part used in military, space and medical implants. TM 1014 assured parts were properly sealed, and if sufficiently dried out by desiccating bakes before seal, and if sealed in a dry atmosphere, would then pass the corresponding TM 1018 Internal Water Vapor Content or RGA (Residual Gas Analysis). TM 1018 limits the internal moisture content to 5,000 PPM as shown on the chart above. The rationale being that at 5,000 PPM the water vapor dew point is below the freezing mark ( -2ºC), and therefore any moisture that would condense out inside the package would be in the form of ice crystals and not be available for corrosion processes. Additionally, 5000 ppmv is the threshold concentration for adsorption of three monolayers of water molecules, which in turn is the threshold for electrical conduction by moisture across a surface.
Early microelectronic components were extremely sensitive to high moisture, but that is not the case today. The materials and processes used in semiconductor fabrication and packaging have improved dramatically since the late sixties. In the late 1990s George Ebel reported at the Minnowbrook Conference (REF 4) that polymer sealed hybrids lasted 23 to 27 years working successfully in a controlled military fighter aircraft environment. There has been many other technical presentations and papers over the years reporting similar experiences, including hermetic microwave amplifiers with all gold metalized pads and all gold wire interconnects, which have been shown to be very robust to moisture related failure mechanisms.
High moisture inside a device by itself is not sufficient to cause a corrosion type failure as seen with the NiCr resistors. High moisture, plus a bias, plus ionic contamination in the right proportions may under certain circumstances cause metals such as aluminum or unprotected thin films to corrode. But high moisture does not equate to failure! Our way of thinking however, is tainted by history and the fear of catastrophic failures due to high moisture. Nobody wants to see high moisture inside a hermetic cavity, but the reality today is many devices are robust to small amounts of moisture in excess of the 5000 PPM spec limit. Key reasons for this include defect-free passivations of silicon nitride or silicon oxynitride that effectively block moisture access to microchip devices, ultraclean processing and assembly environments that help insure freedom from surface ionic contamination, and in certain products the use of coatings that block moisture access to devices as well as getters that maintain very low moisture levels in sealed headspaces.
Tighter Hermeticity Specs …But Why?
Recently, the hermeticity specification requirement in Mil-STD-750 TM 1071 was tightened, or lowered, by two orders of magnitude. TM 1071 is the cousin of the more broadly referenced MIL-STD-883 TM 1014 spec. This spec change in TM 1071 forced companies to purchase new leak test equipment, since the conventional HMS (helium mass spectrometry) leak test followed by the beloved bubble test no longer provided the test sensitivity to meet the new requirements. The TM 1071 spec change in my estimation was driven by two factors; an awareness of the problem on the part of the government spec writers and availability of enhanced-sensitivity leak detection equipment the equipment suppliers.
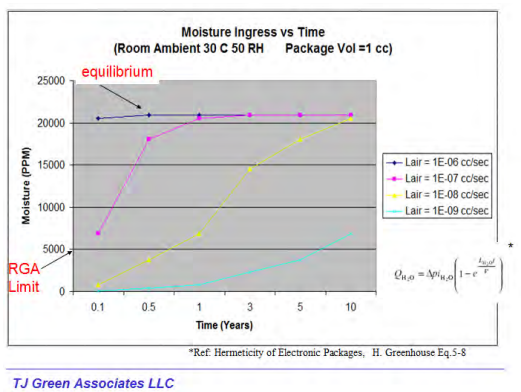
Spec writers gained an understanding and awareness that the previous TM 1071 specification level was too lenient. In other words, given the spec limits one can expect to change over atmosphere inside a sealed package in a relatively short timeframe. We’re talking months, maybe years, but nothing close to what one would expect from a product with a 10 to 30 year mission life. In terms of moisture ingress the graphic below shows how quickly a device sitting out on a desk, in ambient air, might accumulate moisture inside for various air equivalents leak rates. The equation is based on gas flowed into a sealed package (REF 5). Room air at 30 C and 50% RH is equivalent to .0209 atm of water vapor. As one can see from the chart a 1 cc package is near equilibrium in about a month or so if leaking right at the specification of 1E-06 cc/sec air.
Fortunately, the vast majority of parts hermetically sealed and subjected to TM 1014 are in reality sealed to a much tighter level. The hermeticity specs are essentially a go/no-go check on the seal process.
Experts have always known this and some recommended tighter leak rates in the past. In my view leak test is a one time check on the seal process done under idealized conditions on the factory floor. It’s difficult and risky to extrapolate that single leak rate data point to an expected lifetime based on moisture ingress theories with the associated assumption of molecular flow and a single cylindrical leak path. Also, one cannot discount the possibility of pressure and temperature dependent leaks. A measured helium leak rate coming from a package may not be helium escaping through a single simple pathway, but is most probably the culmination of helium escaping the many small, torturous leak pathways peculiar to that package construction and hermetic feedthough materials and technology. Helium leak testing is problematic and there is a great need to educate the industry on hermeticity testing.
Leak test equipment manufacturers now build machines that can reliably make lower leak rate measurements. All three major leak test methodologies, cumulative helium leak detection (CHLD, Radioisotope Kr-85 and Optical Leak Detection (OLT) are capable of detecting to the tighter leak rate specifications in TM 1071. However, just because we can measure air equivalent leaks in the 10E-10 cc/sec range that doesn’t mean the leak rate specification should change. The TM 1014 spec and associated TM 1018 requirements have served us well over the past 30 years and addressed a one time real and serious problem that occurred at the system level. The tests were introduced in response to crippling field failures that were occurring at an alarming rate.
The recent TM 1071 spec change was not in response to field failures or an overwhelming mandate from OEMs to tighten the hermeticity specs in order to fix a reliability problem. At the same time nobody would argue that moisture inside a package is a good thing. So, should the hermeticity spec limits in TM 1014 be tightened? The jury is still out, but if so consideration should be given to the following:
Some package types and feedthrough technologies used in hybrids and monolithic ICs may not be able to pass at the lower specification levels. It’s not likely anyone is going to develop new hermetic feedthrough technology for the niche aerospace high reliability community. And what do you say to a company that has produced reliable products for many years with never a field failure, but now can’t pass a tighter hermeticity specification?
For any broad based change to the TM 1014 spec limits the added cost of product fallout/reduced yields, capitol expense for new test equipment and testing issues is going to be considerable. The general consensus on hermetic packaging is 10 X the cost of a comparable “non-hermetic” package. The 10X estimate grow to more like 100X with any tightening of the spec levels in TM 1014. Given the higher costs of hermetic packaging and associated testing costs it’s not at all that surprising the industry is turning to “near hermetic” packaging solutions, which hold the promise of reduced package cost and comparable level of reliability, subject to substantiation and life test reliability analysis.
Near Hermetic…What Is That?
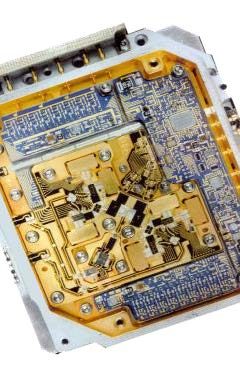
When the term “near hermetic” package or “non-hermetic” packaging is used it implies the package is made from polymeric materials as opposed to glasses, metals and ceramics. LCP (Liquid Crystal Polymer), PEEK (Polyetheretherketone), Parylene-C coatings come to mind when thinking of “near hermetic” packaging material sets. Naturally, plastics reduce cost, weight, size and if designed, manufactured and tested properly hold the promise of a reliable substitute for a hermetic can. The photo below is an example of a “near hermetic” molded LCP cavity style package. The COTS revolution, championed by the Army 15 years ago, paved the way for plastic molded ICs for use in military systems. In the context of this white paper I’m comparing plastic cavity devices with legacy hermetic cavity packages.
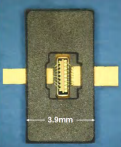
“Near-hermetic” package photo from RJR Polymers
Do the TM 1014 hermeticity specs apply to a “non-hermetic” cavity package?
Not really. Any old plastic cavity with an epoxy lid glued on will likely pass the TM 1014 hermeticity specifications. Does that mean I can fly it in space? No. The hermeticity specs were designed to test for cracks in glass to metal seals, poor braze joints, insufficient weld seals and the like. They assume the packages are made from glasses, metals or ceramics. In “near hermetic” plastic packages the problem is now one of moisture diffusion through the bulk material, along with the interface of the lid seal and feedthrough to package body interface.
In a hermetic can the moisture permeability through the bulk packaging material is rightfully ignored. Moisture permeability in most glasses, metals and ceramics is negligible. But not so with any plastic, it is several orders of magnitude greater and is therefore now an important contributor to moisture uptake inside the package and an important consideration in the package design.
How would I qualify a “non-hermetic” package for use in the military systems?
Good luck, you’ll be fighting a forty year old paradigm that says it can’t be done. But there is hope. Thanks to some forward thinking and market pressures the most recent version of MIL-PRF-38534 (Hybrid Specification) contains an appendix D that details the qualification and testing requirements for “non – hermetic” packages for military and space applications. NASA is also leading an effort to develop a new class of non-hermetic parts (Class Y) for monolithic devices intended for space.
Fick’s law of diffusion becomes the dominant theory to explain gas flow through the bulk polymeric material of a near-hermetic package. Michal Tencer published a landmark paper on this vary topic, which serves as a good starting point for evaluation of a “near hermetic” cavity package (REF 6). In a sense Fick’s law replaces the Howl and Mann equation and the theory of gas flow through a defined leak path. New “non hermetic” evaluation test techniques will need to be developed. Existing methods such as, weight gain experiments, TGA (thermogravimetic analysis), diffusion coefficient calculations, WVTR (water vapor transmission rate per ASTM 1249) testing, moisture sensors embedded into the cavity or something similar are helpful to understand the kinetics of diffusion into and out of the package.
The ANSI/ASTM E595-84 requirements for Total Mass Loss (TML) , Collected Volatile Condensable Material (% CVCM) and Water Vapor Recovered (% WVR) are a good starting point for selecting possible candidate materials in a “near hermetic” design. In a “non hermetic” or plastic package moisture will not only creep in along cracks and seams at the interfaces, but will saturate the package and ultimately evolve into the “sealed” cavity. As discussed previously the existing hermeticity specs and associated test procedures are of limited value.
How will I know if “Near” is better?
The best way to measure the dynamic of moisture plastic cavity package, or a supposedly hermetic one for that matter, is to mount a moisture sensor inside the package cavity and directly measure real time the rate of moisture ingress as a function of changing ambient environmental conditions. Moisture sensing technology has come a long way in the past 30 years. It’s now possible to mount a small moisture sensor inside the package cavity and measure RH and Temp to a reasonable degree of accuracy real time inside the package.

TJ Green LLC offers Moisture Testing Services
Design with the end in mind
Whether hermetic or “near hermetic” it makes sense to keep the following in mind early in the design phase:
- Susceptibility of the component to moisture and other harmful gases. Remember Au doesn’t corrode and most active areas on chip have pretty good passivation these days. Keeping moisture out means keeping moisture and other harmful gases like hydrogen that volatilize from package materials post-seal inside the package. Materials and process control are essential to prevent harmful gases from evolving within the package cavity.
- Expected end use environment and expected service life. Do the parts run hot? Do they run continuously? What are the temp extremes and T/C cycling environment? How often will the device pass through the dew point? How many layers of moisture will form? Will the moisture have an effect on the device performance electrical specs?
- Cost considerations: Hermetic parts cost more to build and test. Silicones, LCPs and other “near hermetic” or novel non hermetic approaches may allow for suitable moisture protection at a greatly reduced cost. However, part costs must be measured relative to the cost of system failure!
Going Forward
The archaic concept of cavity hermeticity needs a radical makeover. Hermeticity is no longer an absolute term. It has mutated to a relative and flexible term, describing varying degrees of cavity protection from specified gases for specified times.
Perhaps our twenty-first century cavity package specifications should be called “hygienic,” rather than hermetic. The word hygienic means “promoting good health and long life.” Hygienic cavity package specifications will anticipate the threats to long-term stability in a particular application. The specifications will describe an appropriate level of protection to meet performance, cost, and reliability goals over the design lifetime. The “hygienic” specifications may detail the allowable cavity atmosphere, both from internal and through-package contributions. They must detail suitable tests for assuring quality and reliability” (REF 7)….. well said by a wise man!
Beyond cavity packages, the nearly hermetic concept enables applications for flip chip, chip on board, and other non-cavity packaging schemes that broaden the appeal of the nearly hermetic concept even further by accommodating complex designs and features that are not possible with the cavity package style.
This debate will no doubt rage on over the next decade, but in my estimation “near hermetic” packaging technology will win out and our trusted hermeticity packaging technology will likely only be used on parts that really need it, e.g. vacuum packed MEMS or extremely moisture sensitive components. As it is with most paradigm shifts it will take some time. The next generation of package designers will likely look at the choices available to them via their mobile devices and conclude the “near hermetic” approach wins on most counts, certainly cost, size and weight and reliability (maybe).
References:
REF 1: The latest copy of MIL-STD-883 can be obtained at www.dscc.dla.mil
REF 2: A. DerMarderosian, “Permissible leak rates and moisture ingress”, ARPA/NBS/NIST Workshop on Moisture Measurement Technology and Control for Microelectronics; 1987, p. 15.
REF 3: R.W. Thomas “Moisture Myths and Microcircuits” RADC 1972
REF 4: D. Dylis and G.H. Ebel “Long Term Package Integrity in a Military Environment” ISTFA 1994
REF 5: Hermeticity of Electronic Packages by Hal Greenhouse (ISBN # 0-8155-1435-2) eq. 3-10 on page 55
REF 6: Michal Tencer, “Moisture Ingress into Nonhermetic Enclosures and Packages: A Quasi-Steady State Model for Diffusion and Attenuation of Ambient Humidity Variations,” in Proceedings of the 44th Electronic Components and Technology Conference, IEEE, (1994) pp. 196-209.
REF 7: Dr George Riley www.flipchips.com Tutorial 41

{kind=link}
{kind=link}
{kind=link}